Большое разнообразие резьб вызвано различием сфер их применения, а также различием международных стандартов.
Резьбы можно классифицировать по следующим параметрам:
- по типу резьбы;
- по диаметру резьбы;
- по шагу резьбы;
- по профилю резьбы;
- по точности (квалитету точности);
- по геометрическим параметрам профиля резьбы.
Тип резьбы
Резьбы подразделяются на два типа: наружную и внутреннюю.
Наружная резьба нарезается на наружной поверхности детали.

В свою очередь внутренняя резьба нарезается в отверстии детали.

Также внутренние и наружные резьбы различаются по диаметрам.

Шаг резьбы
Метчик с мелкой резьбой:

Метчик с крупной резьбой:

Шагом называется расстояние между вершинами витков резьбы.

Данный параметр очень важен, поскольку резьбы с разными шагами не накручиваются друг на друга. Резьбы с крупным шагом встречаются чаще и обычно используются в случаях, когда к резьбе не предъявляются высокие требования по соединению или на резьбу воздействуют высокие осевые усилия. Резьбы с мелким шагом более стойкие к вибрации и более герметичны.
Шаг резьбы обычно пишется в обозначении.
Например, резьба М16×2.
Вторая цифра (2) в обозначении резьбы — это и есть шаг самой резьбы. То есть в нашем случае шаг резьбы (расстояние между вершинами витков) равен 2 мм.
В обозначении резьбы М20×2,5 шаг резьбы равен 2,5 мм.
Что касается резьбы с крупным шагом, то обозначение резьбы с крупным шагом можно условно разделить на две категории. К первой категории относятся резьбы со стандартным шагом, и при написании обозначения резьбы шаг может не указываться. Например, резьба М6.
В этом случае, по умолчанию, принимается основной шаг резьбы.
При этом значение основного шага резьбы зависит от диаметра резьбы.
Таблица основных шагов метрической резьбы

Если же шаг резьбы превышает значение основного шага, то обозначение шага резьбы указывается так же, как и в случае с мелкими резьбами.
Например, М4×1.
Соответственно, шаг резьбы равен 1 мм.
Профиль резьбы
Каждая резьба имеет определённую форму витков и канавок, чем резьбы значительно отличаются друг от друга.
Например, отличие дюймовой резьбы от метрической.

На рисунке выше приведены эскизы профиля метрической и дюймовой резьбы.
Как видно из эскизов, у метрической резьбы угол между поверхностями витков равен 60°м, в то время как у дюймовой резьбы этот угол равен 55°. Также у метрической резьбы высота подрезки винта равна 1/8 высоты, в то время как у дюймовой резьбы этот размер равен 1/6 высоты профиля. Кроме того, наружный диаметр дюймовой резьбы измеряется в дюймах, а наружный диаметр метрических резьб — в миллиметрах.
Виды профилей резьбы:
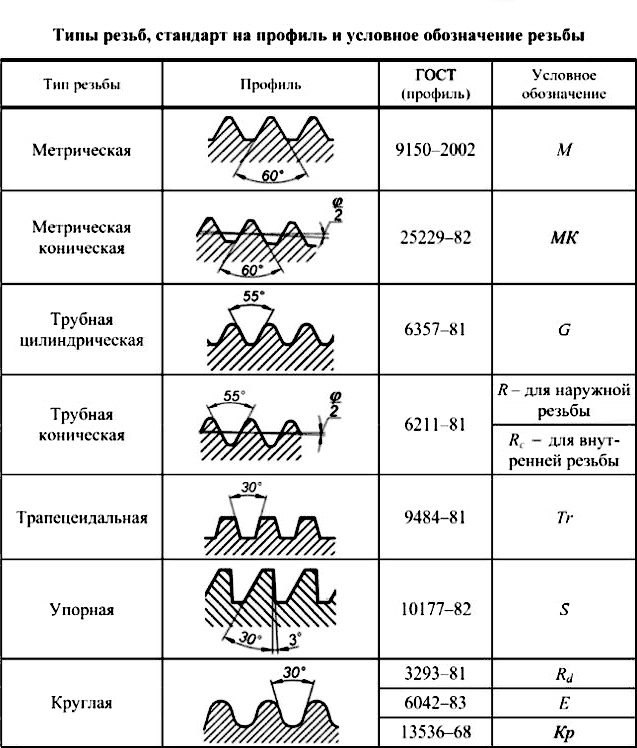
- Метрическая резьба — наиболее распространённая резьба, обозначается буквой М. Например, М20.
- Метрическая коническая резьба нарезается на конической поверхности и обозначается буквами МК. Данная резьба применяется в случае, если необходимо герметичное соединение.
- Трубная резьба обозначается буквой G, измеряется в дюймах и применяется в трубопроводах или в деталях американского производства.
- Трубная коническая резьба обозначается буквой R для наружной резьбы и Rc для внутренней. Применяется также в случаях, когда необходимо герметичное соединение.
- Трапецеидальная резьба обозначается буквами Tr на чертежах и эскизах. Применяется в местах, где необходима постоянная работа винтовой пары. Например, ходовой винт токарного станка.
- Упорная резьба используется в случаях, когда на резьбовое соединение действуют большие силы. Обозначается на чертежах и эскизах буквой S.
- Круглая резьба используется в местах, где велико воздействие вибраций и ударных нагрузок. Резьба выпускается по трём стандартам: ГОСТ 3293, ГОСТ 6042, ГОСТ 13536. Во всех трёх случаях резьбы обозначаются разными буквами.
- Резьба, изготовленная по ГОСТ 3293, обозначается Rd.
- Резьба, изготовленная по ГОСТ 6042, обозначается Е.
- Резьба, изготовленная по ГОСТ 13536, обозначается Кр.
Также в некоторых случаях в промышленности используются многозаходные резьбы. Их обозначения осуществляются следующим образом:
М36×4 (P5) — резьба метрическая диаметром 36 мм, 4-заходная с шагом 5 мм.
Tr27×3 (P6) — резьба трапецеидальная.
Квалитеты резьб и классы точности
Несмотря на то что резьбы имеют много различий по шагу, профилю, они также различаются по точности изготовления. Требования к точности резьбы устанавливает конструктор исходя из условий работы резьбового соединения.
Обозначение квалитетов состоит из букв и цифр.
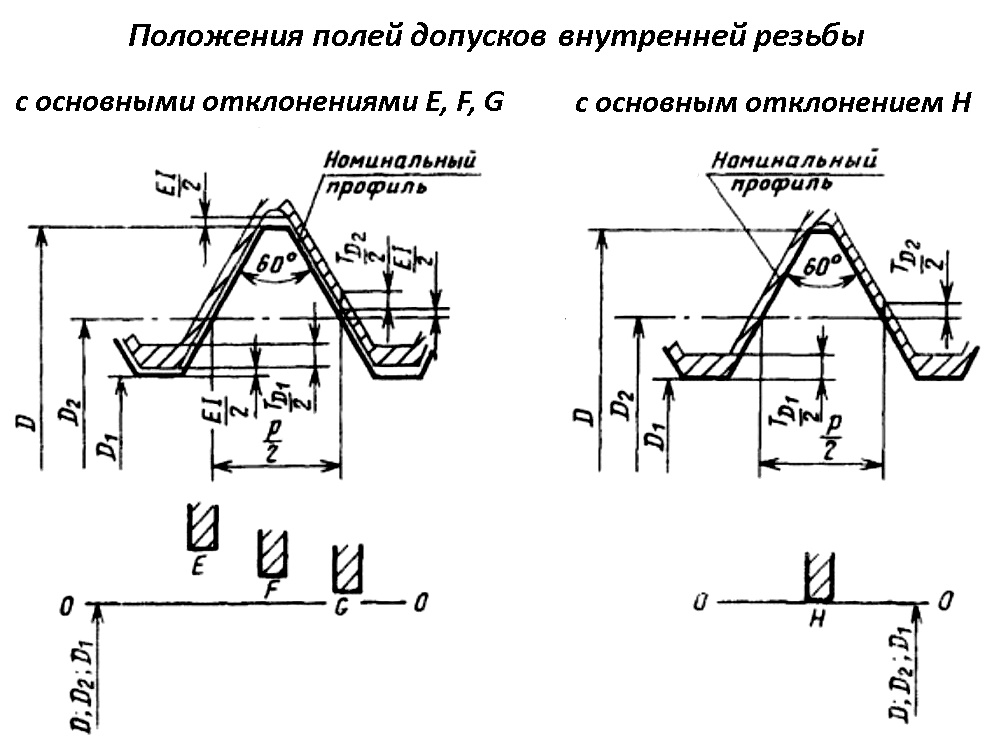
Буква обозначает, где находится поле допуска резьбы относительно нулевой линии, или проще говоря, какую посадку имеют ответные детали. Это посадка с зазором, с натягом или данная резьба относится к смешанным типам (резьба может навинчиваться как с небольшим натягом, так и с зазором).
Давайте рассмотрим все стандартные квалитеты.
Допуска всех квалитетов изображены на рисунке ниже.
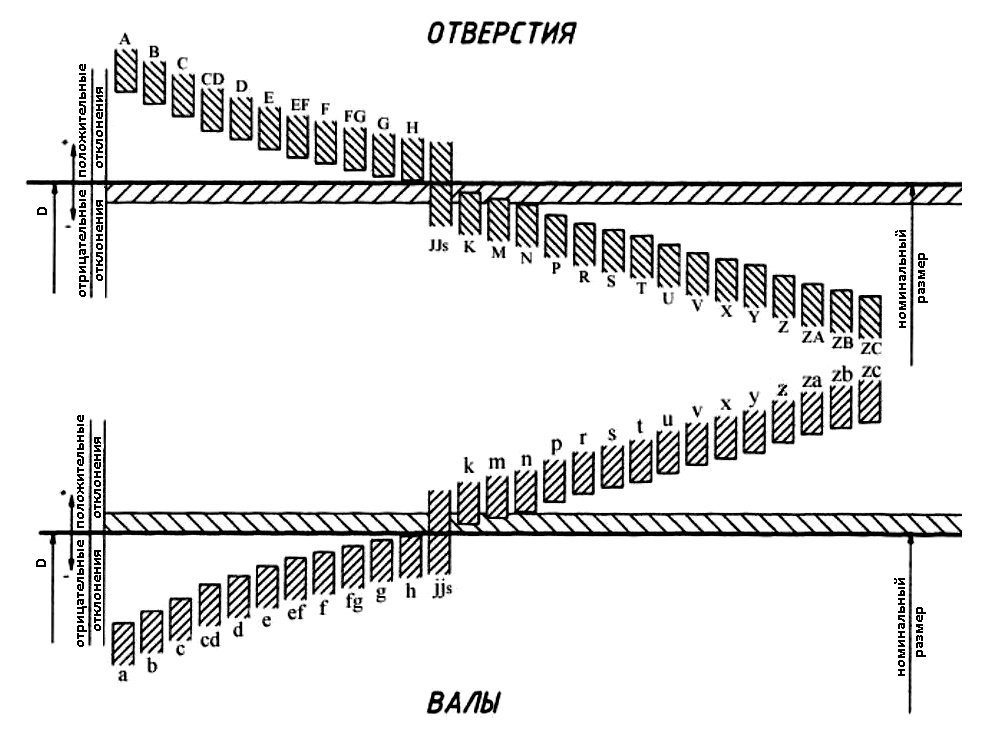
Как видно на рисунке, изображены нулевая линия: в верхней части для отверстия, в нижней для вала.
Итак, перед началом рассмотрения давайте разберём, что такое нулевая линия.
Нулевой линией обозначается фактический размер без отклонений. То есть если мы берём размер диаметром 5 мм, то нулевая линия показывает размер 5,00000 мм без каких-либо отклонений. Но поскольку в машиностроении почти не бывает размеров без отклонений, наличие отклонения от основного размера является обязательным, то необходимо регламентировать его предельно допустимый размер. В противном случае отклонения могут быть чрезмерно большими, и в этом случае не будет обеспечено свинчивание резьбы.
Либо в случае гладких соединений чрезмерно большое отклонение приведёт к большому люфту между деталями и сделает соединение неработоспособным. Отсутствие зазора между соединениями и обеспечение натяга полностью исключает люфты, но создаёт сложности в сборке, а при чрезмерно большом натяге ведёт к появлению внутренних напряжений и разрушению деталей. Таким образом, подбор нужного зазора или натяга является важнейшей задачей для инженера-конструктора.
Для более качественного подбора необходимого допуска посадок научно-исследовательские институты провели огромную работу, которая заключалась в силовых расчётах и наборе статистики поломок в различных механизмах при различных условиях работы.
Теперь давайте для примера разберём предельные отклонения размеров отверстия и вала, изготовленные по квалитету H6, диаметром 30 мм.
Вал диаметром 30 мм по квалитету h6 изготавливается с допуском -0,015 мм.
То есть вал с размером Ø30 -0,015 может быть максимальным диаметром 30 мм. Минимальный размер вала, изготовленного по квалитету h6, может быть 30 - 0,016 = 29,984 мм.
Тогда как отверстие, в которое вставляется этот вал (если оно изготовлено по квалитету 6H), может быть минимальным диаметром 30 мм. Максимальный диаметр — 30 + 0,013 = 30,013 мм.
Таким образом, минимальный зазор между валом и ответным отверстием равен нулю (это в случае, если отверстие изготовлено минимальным диаметром, а вал — максимальным, но это на практике почти не встречается). Максимальный размер зазора будет равен 0,013 + 0,013 = 0,026 мм.
Графически на рисунке мы видим, что поле допуска отверстия соприкасается с нулевой линией и уходит в плюс (то есть выше уровня нулевой линии), в то время как допуск вала по квалитету h расположен ниже нулевой линии. Таким образом, вал изготавливается либо номинальным диаметром, либо меньше него.
Таким образом, буква H в обозначении квалитета обозначает, что посадка имеет практически гарантированный зазор.
Но допустимая величина этого зазора будет зависеть от номера квалитета или цифры, стоящей после обозначения квалитета.
Например, вал диаметром 24 мм с полем допуска h6 будет иметь допуск -0,013 мм. В то время как вал того же диаметра, изготовленный с допуском h4, будет иметь допуск -0,006 мм. Таким образом, чем меньше порядковый номер допуска стоит после буквенного обозначения, тем более точно изготовлена деталь и в случае с квалитетом h меньший диапазон зазора.
Посадки с гарантированным зазором.
В машиностроении все разборные соединения (соединения, которые разбираются без специальных приспособлений) выполнены с гарантированным зазором, что даёт возможность свободно разбирать и собирать соединения. К таким соединениям относятся все соединения, изготовленные с квалитетами, расположенными слева от квалитета H. Например, вал диаметром 24 мм с квалитетом f4 имеет допуск Ø24 (без дроби). То есть максимальный диаметр вала диаметром 24 будет иметь значение 24 - 0,02 = 23,98 мм. Минимальный диаметр вала диаметром 24 мм, изготовленного по квалитету f4, — 24 - 0,023 = 23,977 мм. В то время как диаметр отверстия диаметром 24, изготовленного по квалитету F4, будет равен Ø24 + 0,026 + 0,02.
Таким образом, минимальный диаметр отверстия 24, изготовленного по квалитету F4, будет равен 24 + 0,02 = 24,02 мм.
Таким образом, гарантированный зазор в соединении будет равен 0,04 мм (вал на 0,02 мм меньше диаметра 24, и отверстие минимум на 0,02 мм больше номинального значения).
Посадки с переходным зазором/натягом.
Данные посадки могут быть с зазором либо с натягом в зависимости от того, в каком пределе изготовлен вал и отверстие. Если вал изготовлен на верхнем пределе, а отверстие на нижнем пределе допуска, получается натяг; в случае, если отверстие изготовлено на верхнем пределе, а вал на нижнем пределе, получается зазор. К переходным посадкам относятся такие квалитеты, как j/J.
Посадки с гарантированным натягом.
К данным посадкам относятся все квалитеты, которые расположены справа от квалитета J. К таким квалитетам относятся k, n, p, m и другие. Соединения с данными квалитетами применяются в неразъёмных соединениях, то есть соединениях, которые нельзя разобрать, не испортив деталей или не подвергнув соединения принудительному нагреву/охлаждению.
Квалитеты точности резьбы
В отличие от гладких соединений, резьбовые соединения не имеют такого большого количества квалитетов.
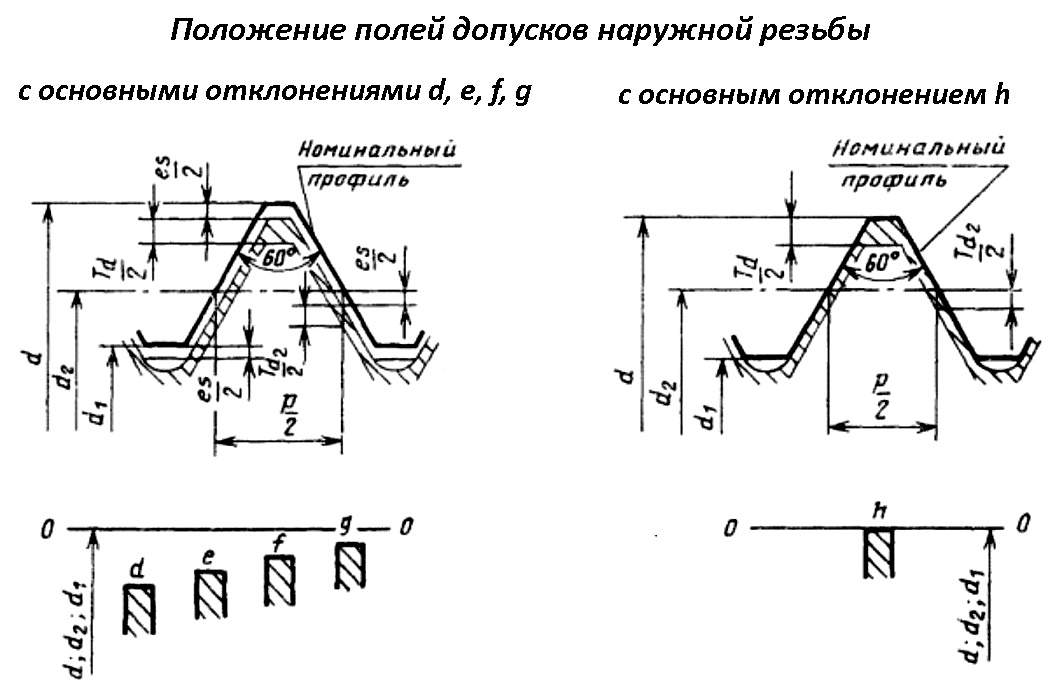
Резьбовые соединения согласно ГОСТ 16093 имеют только 5 буквенных квалитетов: d, e, f, g, h (для наружной резьбы) и E, F, G, H (для внутренней резьбы).
И как можно увидеть из рисунка выше с допусками квалитетов, все эти поля допуска относятся к соединениям с гарантированным зазором, что обеспечивает завинчивание резьбового соединения. Но в отличие от гладких соединений, где допуск есть только на один диаметр, резьба имеет несколько размеров, и каждый размер имеет свой допуск.
ГОСТ 16093 регламентирует допуск на диаметр впадины резьбы, диаметр средней линии и наружный диаметр резьбы. И если средний диаметр и диаметр впадины полностью зависят от качества и точности изготовления инструмента, с помощью которого нарезают резьбу (иногда от точности используемого оборудования в случае нарезки резьбы резцом и др.), то размер наружной поверхности зависит от точности изготовления детали и подготовки поверхности под резьбу. Именно поэтому диаметры вала (при нарезании наружной резьбы) и отверстия (при нарезании внутренней резьбы) должны соответствовать ГОСТ.
Для каждого вида резьбы существует свой ГОСТ, в котором указан необходимый диаметр отверстия (в случае нарезки внутренней резьбы)
и необходимый диаметр вала (в случае нарезки наружной резьбы) с допусками, зависящими от квалитета, наружного диаметра и шага резьбы
Обозначение квалитета резьбы в её маркировке
В технической документации конструктор изделия, как правило, указывает необходимый квалитет резьбы в конце обозначения резьбы. Например, М12×1,5 6g, где:
- М — обозначение метрической резьбы;
- 12 — наружный диаметр резьбы;
- 1,5 — шаг резьбы;
- 6g — квалитет резьбы (поскольку буква обозначающая квалитет маленькая, то резьба наружная).
В случае, если квалитет резьбы (а иногда и шаг) не указан на чертеже, то в случае наружной резьбы принимается стандартный квалитет 6g, в случае внутренней — стандартный квалитет 6H.
Накручивание резьб с разными квалитетами друг на друга
В резьбовых соединениях достаточно часто встречаются случаи, когда в резьбу с одним квалитетом вкручивается резьба с другим квалитетом допуска. Такая практика достаточно распространённая и имеет под собой основания, поскольку в конструировании достаточно часто встречаются случаи, когда необходимо обеспечить необходимую прочность и хорошую свинчиваемость, что вынуждает конструктора применять резьбы с разными квалитетами. Но для обеспечения максимальной надёжности механизма лучше придерживаться квалитетов, которые указал конструктор.
Несмотря на существование большого количества резьб, шагов, диаметров и на то, что для каждой разновидности резьбы существует 4 разных квалитета, всё же в большинстве случаев применяются резьбы со стандартными квалитетами и стандартными шагами, что значительно уменьшает номенклатуру используемого резьбонарезного инструмента. К тому же для нарезания резьбы в случаях, если у вас нет резьбонарезного инструмента с нужным квалитетом, можно использовать резьбонарезной инструмент с тем же типом квалитета (с той же буквой обозначения), но с меньшим порядковым номером. Например, вместо метчика с полем допуска 6H можно использовать метчик с полем допуска 4H. Но в обратную сторону этого делать нельзя, поскольку это может привести к увеличенным зазорам в резьбовых соединениях.
Заключение
Разнообразие резьбовых соединений отражает широкий спектр требований в машиностроении, строительстве и других отраслях, где они обеспечивают прочность, герметичность и надёжность. Несмотря на множество параметров и профилей, практическое применение сосредоточено на стандартных вариантах, таких как метрическая резьба с квалитетами 6g/6H и основными шагами, что упрощает производство и снижает затраты. Конструкторам важно тщательно подбирать параметры резьбы с учётом условий эксплуатации, а при нарезке соблюдать правила совместимости квалитетов, чтобы избежать чрезмерных зазоров или натягов. В итоге, правильный выбор и точное изготовление резьбовых элементов способствуют долговечности механизмов и минимизации рисков поломок, подчёркивая роль стандартов, таких как ГОСТ 16093, в обеспечении качества и универсальности.
Наша компания предлагает большой выбор высококачественного инструмента, такого как метчики по металлу торговой марки ТОЧИНТЕХ. Они изготовлены, как по Российским, так и по международным стандартам, предназначены для нарезания различной резьбы. Наш ассортимент приятно удивит, а качество порадует самого взыскательного покупателя. Узнать подробную информацию об ассортименте и актуальных ценах, а также оформить заказ можно на нашем сайте ahno-tool.ru.