Механические токарные патроны — это одни из самых старых зажимных приспособлений, которые до сих пор широко используются как на обычных токарных станках, так и на станках с числовым программным управлением. Они применяются не только на токарных станках, но и на сверлильных, фрезерных и токарных автоматах, что обуславливает разнообразие их конструкций.
Конструкции механических патронов отличаются по следующим параметрам:
- Тип посадки. Посадка патрона на станок может быть конусная или на планшайбу.
- Тип крепления. Патроны могут крепиться к станкам и приспособлениям различными способами.
- Количество кулачков. В зависимости от назначения, патроны могут иметь разное количество кулачков.
- Способ подвода кулачков. Механизм, обеспечивающий подвод кулачков для зажима деталей, также может различаться.
- Точность изготовления.
Рассмотрим данные параметры подробнее.
Модель патрона
Чтобы определить, какая модель патрона на Вашем станке, необходимо перевернуть его и обратить внимание на посадочное место.
1. Посадка на конус
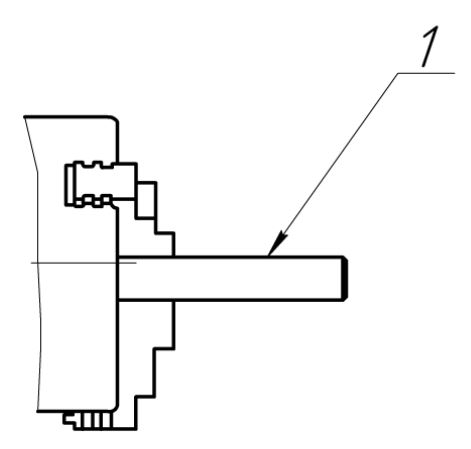
Если на патроне есть конус, то его можно установить непосредственно на конус станка, не используя переходную планшайбу. Обратите внимание, что угол конуса не слишком велик — чуть больше семи градусов.
В маркировке токарного патрона посадка на конус обозначается обычно латинской буквой A, A2, C, D после указания типа патрона. Например, K11-250/D8 или K72-400/С8.
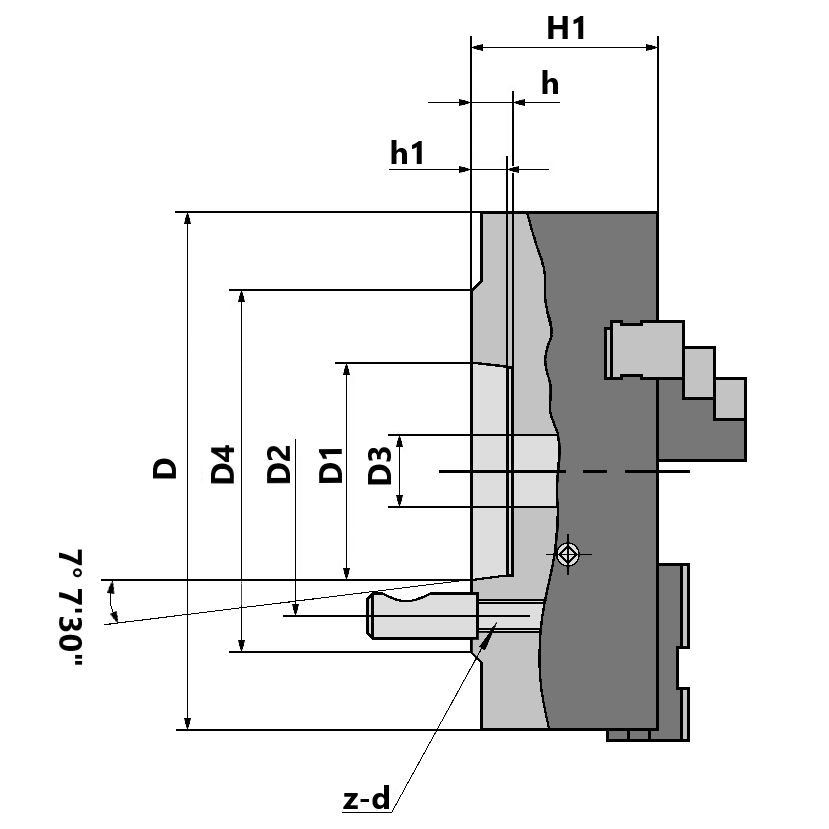
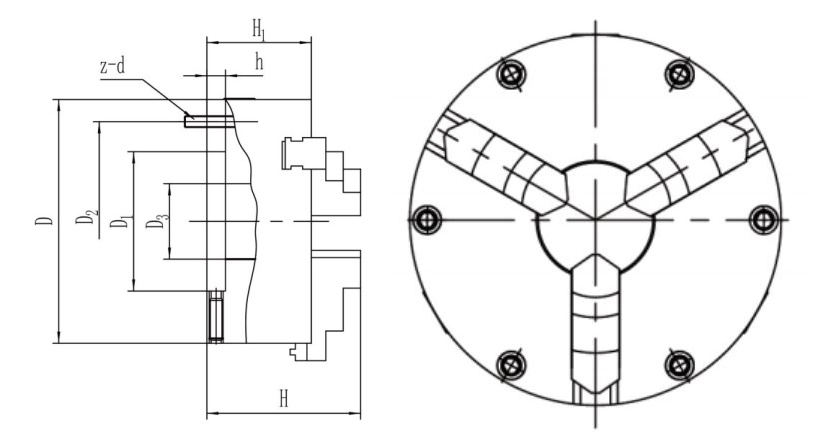
Посадка на конус в модели патрона А1
Данная посадка отличается тем, что патрон устанавливается на конус станка и прижимается к нему с помощью трех болтов, проходящих сквозь весь корпус патрона. Также для дополнительной фиксации от прокручивания патрона используются два срезанных пальца. Кулачки для этих патронов могут быть как цельными, так и сборными. Накладки к основанию сборных кулачков крепятся к основанию двумя прижимными болтами. Все посадочные размеры соответствуют стандарту ISO 3442.
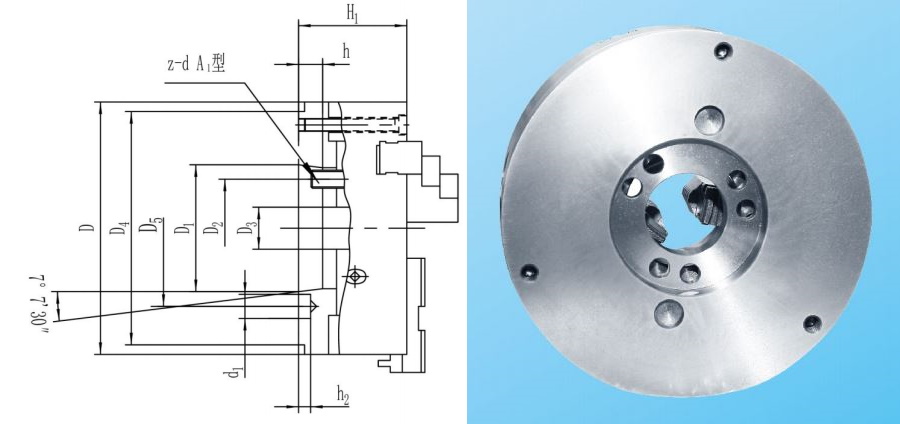
Посадка на конус в модели патрона А2
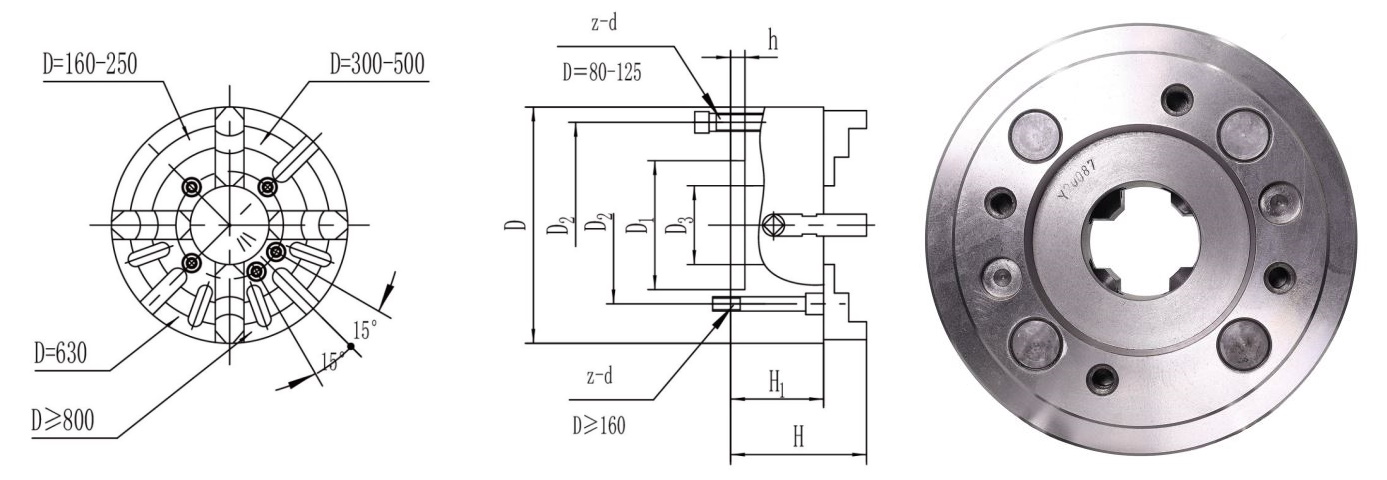
Данная посадка характеризуется тем, что патрон устанавливается на конус станка и прижимается тремя сквозными болтами. Для предотвращения проворота при работе к трем крепёжным болтам добавляются семь срезанных пальцев. При этом один из срезанных пальцев имеет увеличенный диаметр, что позволяет устанавливать патрон только в одном положении и, таким образом, увеличивает точность его установки.
Посадка на конус в модели патрона С
Данная посадка отличается тем, что патрон устанавливается на конус станка, а для защиты от проворота патрон дополнительно фиксируется на срезанных пальцах. Чтобы патрон надежно удерживался в конусе, на нем устанавливаются четыре специальные шпильки. Эти шпильки имеют следующие особенности конструкции: в отличие от стандартных шпилек, они оснащены специальной ступенькой с прецизионным наружным диаметром.

Этот диаметр также позволяет зафиксировать патрон в одном положении. В случае, если в процессе работы стружка попадает между посадочным конусом станка и патроном, данные шпильки удерживают патрон в установленном положении.
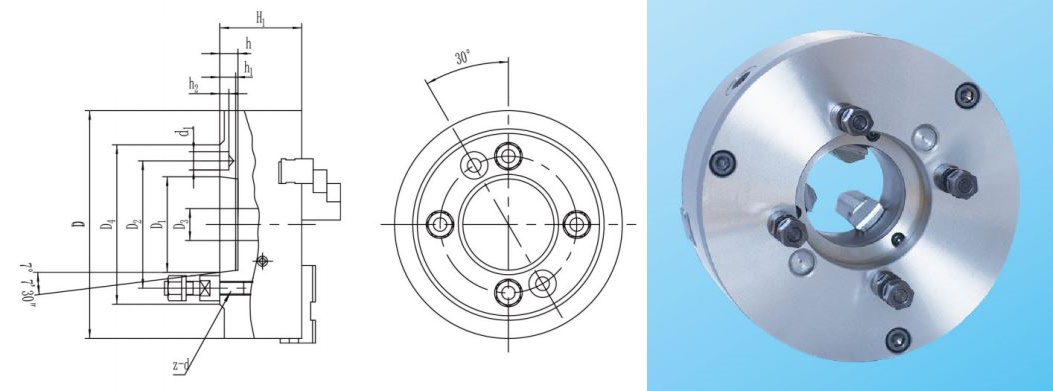
Для посадок с конусом С существуют следующие стандартные размеры.

Посадка на конус в модели патрона D (CAMLOCK).
Компания YTUM предлагает токарные патроны с быстросъёмным соединением CAMLOCK. Оснастка и соединения с таким креплением легко узнаваемы благодаря увеличенному количеству крепёжных отверстий.
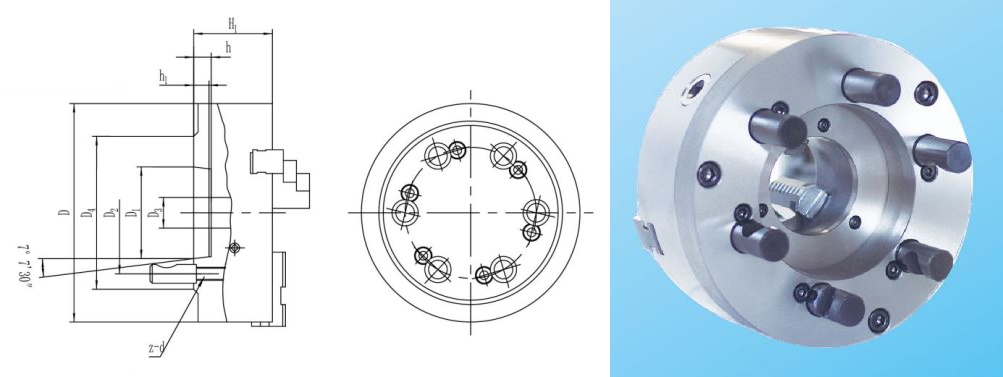
В этом креплении патроны фиксируются не только благодаря центральному конусу и притяжению четырьмя болтами, но и дополнительно закрепляются четырьмя срезанными пальцами, что предотвращает проворот. Это обеспечивает дополнительную прочность соединения. Так же, в отличие от других патронов, эти имеют шесть крепёжных шпилек.
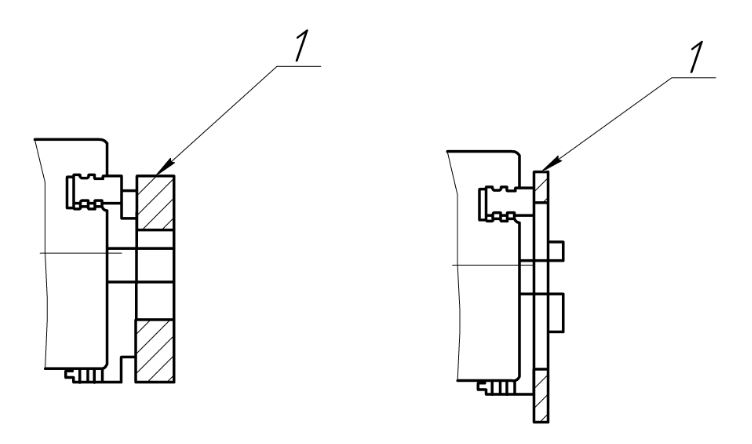
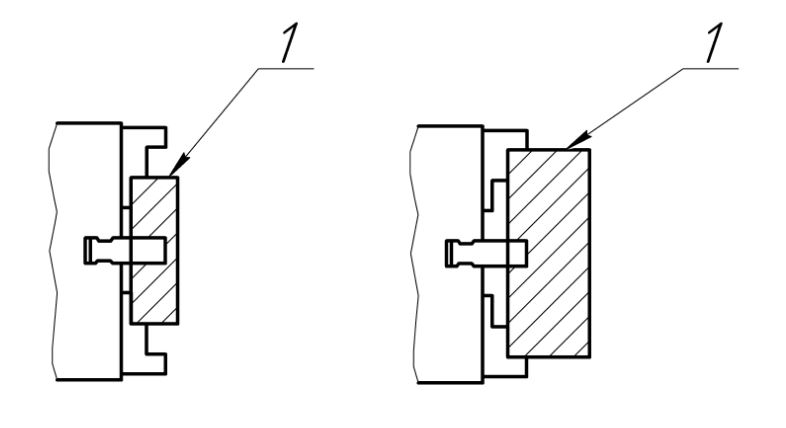
2. Посадка на планшайбу
Если посадочное место патрона не имеет конуса, то для его установки потребуется промежуточная планшайба.
Однако, чтобы подобрать патрон с подходящим креплением для станка или приспособления, недостаточно лишь определить необходимый тип соединения — конус или гладкая посадка. Важно знать точный размер посадки.
Тип крепления
Размер посадки представляет собой диаметр конуса или расстояние между осями крепёжных болтов или шпилек.
У компании YTUM существует несколько стандартов токарных патронов, имеющих различные типы крепления.
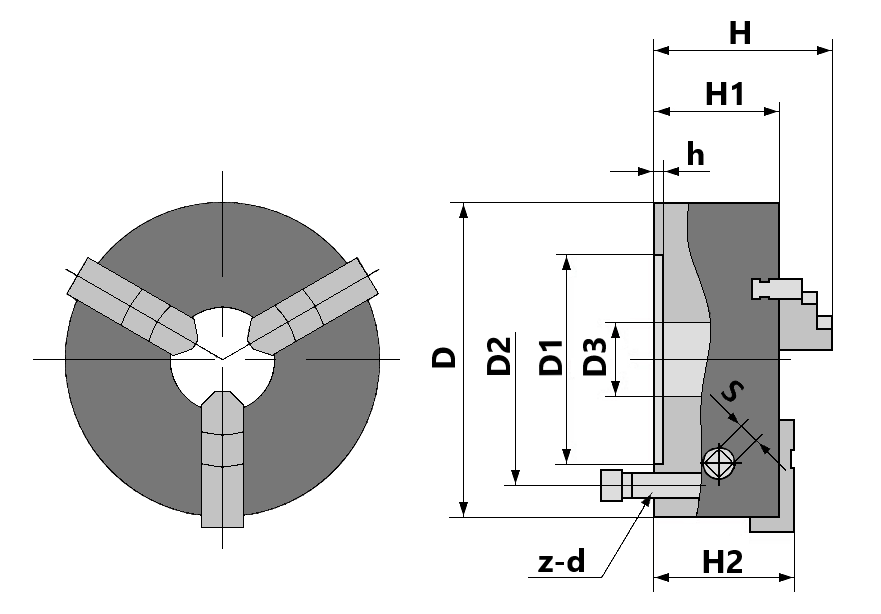
1. Токарный патрон К10.
Отличить стандарт крепления К10 от других типов можно по трём прижимным болтам , расположенным на торце патрона. На станке данный тип крепления легко узнать по трём резьбовым отверстиям, которые находятся ближе к краю планшайбы.
Чтобы точно определить размер посадочного отверстия, нужно измерить диаметр посадочного буртика, который соответствует размеру D1.

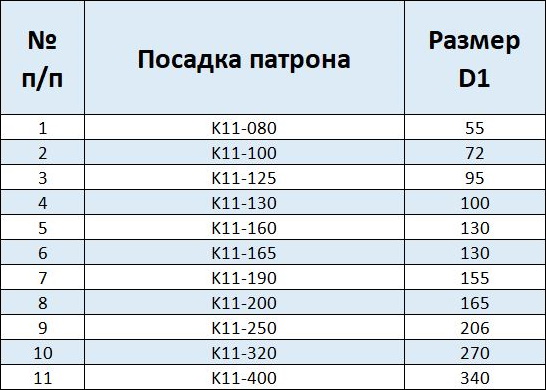
2. Токарный патрон К11.
Наиболее распространенный стандарт патрона с посадкой на конус или на планшайбу (в зависимости от модели). На торце патрона расположены прижимные болты, которые обеспечивают дополнительную фиксацию и стабильность во время работы.
3. Токарный патрон К12.
Имеет такое же крепление, что и у К11 стандарта, но в отличие от последнего оснащён четырьмя самоцентрирующимися кулачками.
4. Токарный патрон К21.
Трехкулачковые самоцентрирующие патроны, отличить их от других типов можно по трём сквозным прижимным болтам, расположенным на торце патрона. На станке данный тип крепления легко узнать по трём резьбовым отверстиям, которые находятся ближе к краю планшайбы. Таким образом, крепление этих патронов снимается со стороны торца (со стороны заготовки), что увеличивает удобство демонтажа патрона с планшайбы.
5. Токарный патрон К31.
Крепление по стандарту К31 характеризуется наличием шести отверстий, расположенных ближе к концам планшайбы. Однако этот тип посадки встречается нечасто, поэтому компания YTUM предлагает только два диаметра патронов: 167 и 210.
6. Токарный патрон К72.
Ещё один из самых популярных стандартов для крепления патронов. Этот стандарт используется для изготовления патронов с независимым ходом кулачков. По данному стандарту у патронов имеется усиленное крепление. Его легко отличить от остальных благодаря четырём срезанным пальцам на торце посадочного места под патрон.
Преимущества и недостатки различных способов крепления патронов
Выбор патрона обычно осуществляется с учетом посадочного места, предусмотренного в станке. В большинстве случаев способ крепления патрона не является решающим фактором, однако мы всё же решили рассмотреть достоинства и недостатки различных типов соединений.
Посадка на конус обеспечивает неподвижное крепление патрона, что способствует точности обработки. С другой стороны, посадка на планшайбу также часто используется как в приспособлениях и поворотных столах, так и на токарных станках. В некоторых случаях наличие планшайбы даёт возможность сместить патрон и проводить токарную обработку со смещением одной поверхности относительно другой.
Количество кулачков и способ их подвода
Помимо различий в посадке, патроны классифицируются по количеству кулачков в комплекте и типу хода кулачков, что определяет их функциональность и область применения. Токарные патроны также различаются по способу подвода кулачков.
Патроны бывают двух видов:
1. Самоцентрирующие — кулачки этих патронов автоматически сходятся в центре вращения патрона. Это достигается за счет механизма подвода кулачков. Данные патроны состоят из корпуса патрона и планетарного механизма, включающего в себя шестерни для вращения планетарного колеса (сухари), планетарное колесо и кулачки патрона.
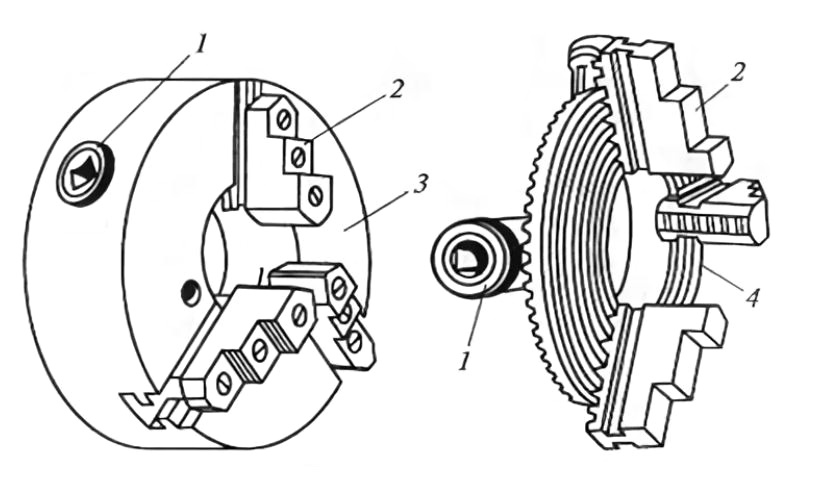
Работа трехкулачкового самоцентрирующегося патрона происходит следующим образом: комплект кулачков поочередно (в соответствии с порядковым номером кулачков) вставляется в корпус патрона. После того как будет вставлен первый кулачок с порядковым номером 1, ключ патрона вставляется в сухарик 1. Затем, с помощью вращательного движения по часовой стрелке, приводится в движение планетарный механизм, и первый зуб кулачка входит в зацепление. После этого во корпус патрона вставляется второй кулачок комплекта, и снова планетарный механизм приводится в движение до вхождения в зацепление первого зуба кулачка. Далее вставляется последний кулачок из комплекта, и планетарный механизм приводится в движение. Благодаря вращению сухарика 1 планетарное колесо начинает вращаться, и кулачки патрона начинают двигаться к центру. При соприкосновении с поверхностью зажима заготовки и кулачков происходит зажим заготовки в патроне.
При разжиме заготовки ключ токарного патрона необходимо вращать против часовой стрелки до разжима детали, либо, если необходимо заменить комплект кулачков, ключ патрона следует вращать против часовой стрелки до выхода из зацепления кулачков.
2. С независимым передвижением кулачков — в таких патронах кулачки могут перемещаться независимо друг от друга.
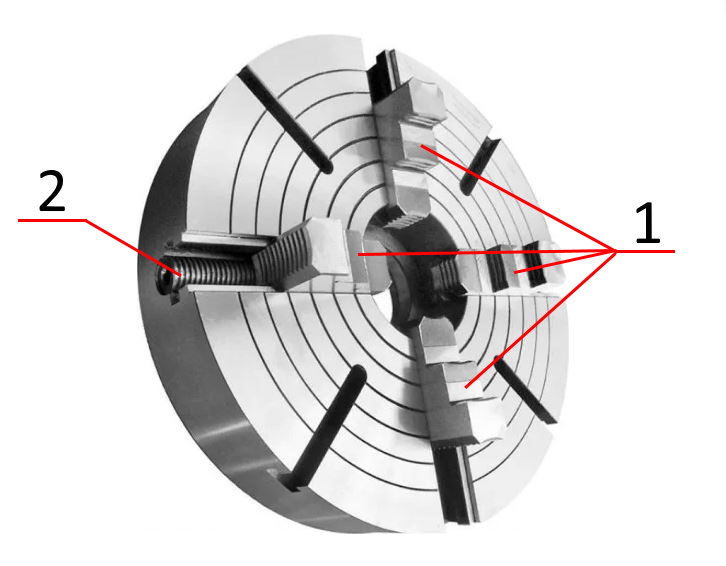
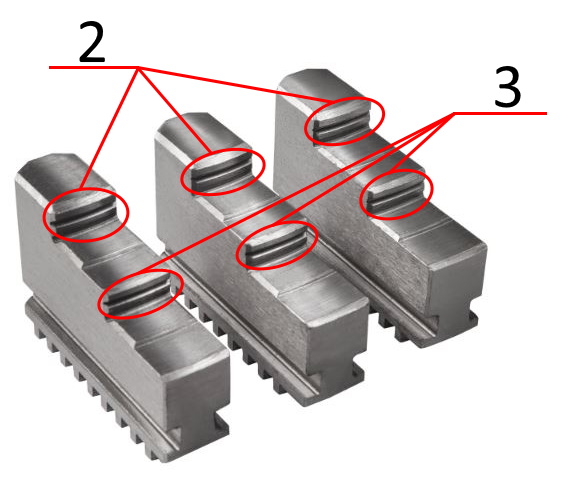
В данных патронах каждый кулачок имеет свой механизм подвода к поверхности детали. Подвод кулачка осуществляется следующим образом: на кулачках 1 нарезаны сферические зубья, которые сопрягаются с винтами 2, на которых нарезана специальная резьба с большим шагом. При необходимости сместить кулачек в сторону оси вращения патрона, токарный кулачек перемещается с помощью вращения винтов 2 по часовой стрелке. Таким образом с помощью патрона с независимым перемещением кулачков, можно зажимать не только детали с цилиндрическими поверхностями типа вращения, но и детали со смеренными осями, и детали сложной геометрической формы.
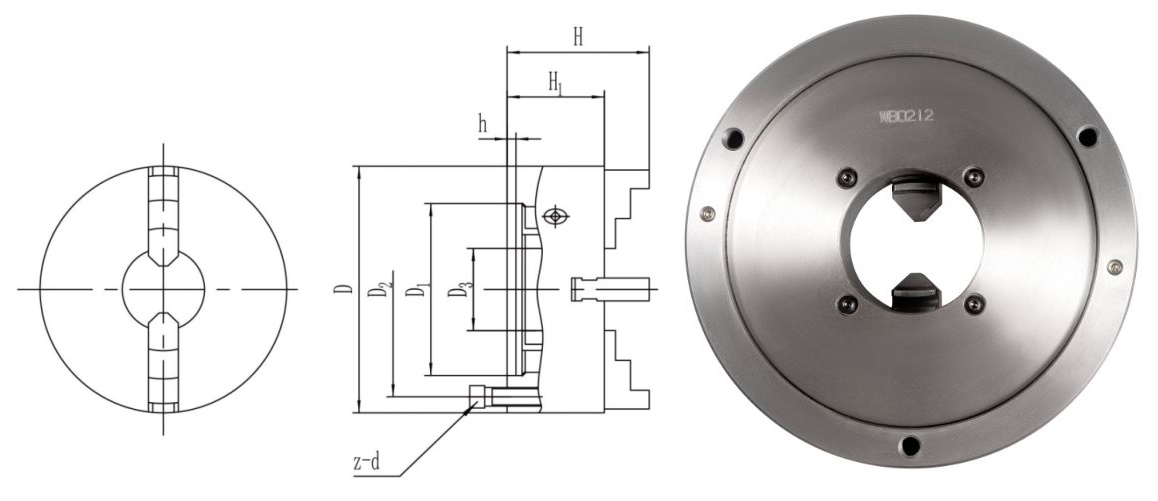
- Самоцентрирующие патроны с двумя кулачками в комплекте.

Токарные патроны с двумя кулачками используются преимущественно для обработки мелких деталей, изготовленных из прутковых материалов. Эти патроны обладают более надёжной фиксацией заготовок из прутка, поскольку их кулачки, расточенные под определённый диаметр прутка, практически полностью охватывают его.
В настоящее время такие конструкции патронов постепенно теряют свою актуальность. На смену универсальному оборудованию приходит оборудование с числовым программным управлением (ЧПУ), в котором используются гидравлические патроны с автоматическим зажимом. Особенно быстро процесс замены происходит в производстве мелкоразмерных деталей, так как именно здесь автоматизация производственного процесса дает наибольший экономический эффект.
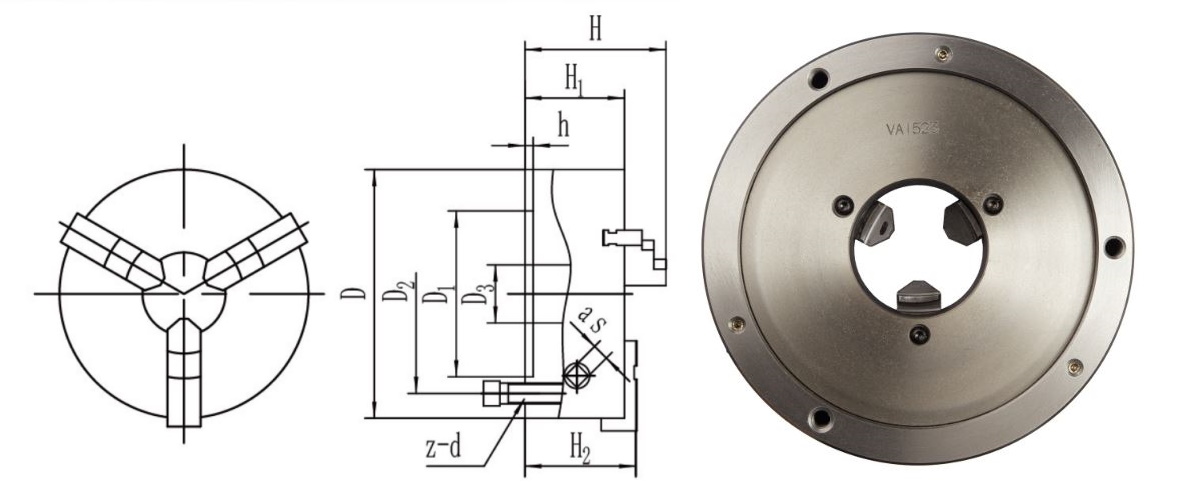
- Самоцентрирующие патроны с тремя кулачка в комплекте.

Трёхкулачковый самоцентрирующий патрон — это один из самых распространённых видов патронов на сегодняшний день. Его популярность обусловлена тем, что комплект из трёх кулачков обладает самоцентрирующими свойствами. Это означает, что когда деталь устанавливается в патрон, приспособление автоматически выравнивает ось вращения детали с осью вращения патрона. Это значительно сокращает время, необходимое для зажима детали.
В этих патронах предусмотрено центральное отверстие, что позволяет работать с прутковым материалом. Кроме того, у этих патронов широкий диапазон размеров зажима. Это достигается благодаря возможности смены кулачков с прямых на обратные и наоборот. Прямые кулачки предназначены для зажима мелких и средних деталей, а обратные — для средних и крупных.
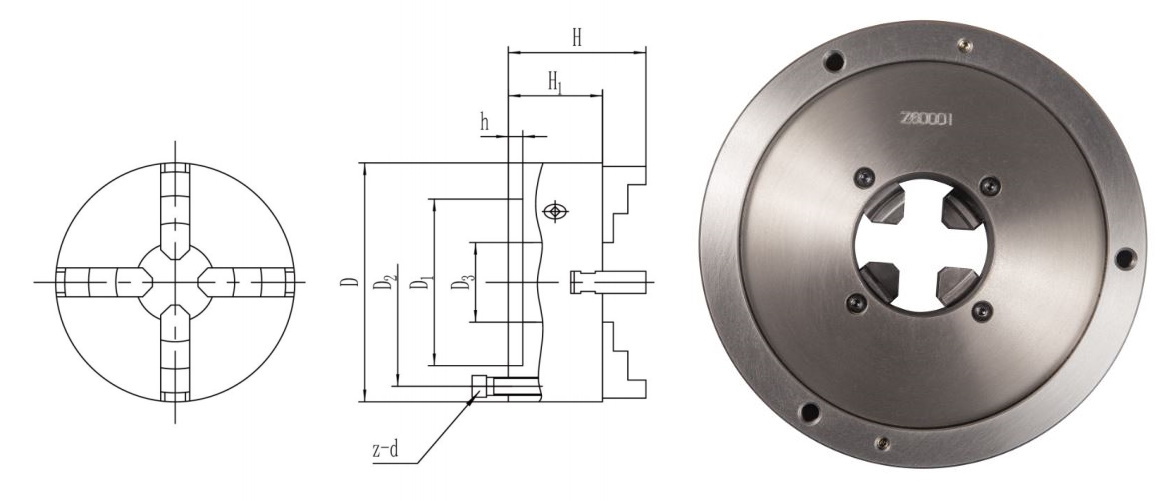
- Самоцентрирующие патроны с четырьмя кулачками в комплекте.

Четырёхкулачковый самоцентрирующий патрон — инструмент, который в современном производстве используется не так часто, как трёхкулачковые. Обычно предпочтение отдаётся четырём кулачкам, которые могут двигаться независимо друг от друга. Однако у этого типа патрона есть свои преимущества.
* Удержание детали: благодаря четырём точкам зажима четырёхкулачковый патрон обеспечивает более надёжное удержание детали по сравнению с трёхкулачковым. Это особенно актуально при обработке деталей большой длины, особенно при расточке, где поджим вращающимся центром невозможен.
* Зажим четырёхгранных деталей: возможность фиксировать детали с четырьмя гранями.
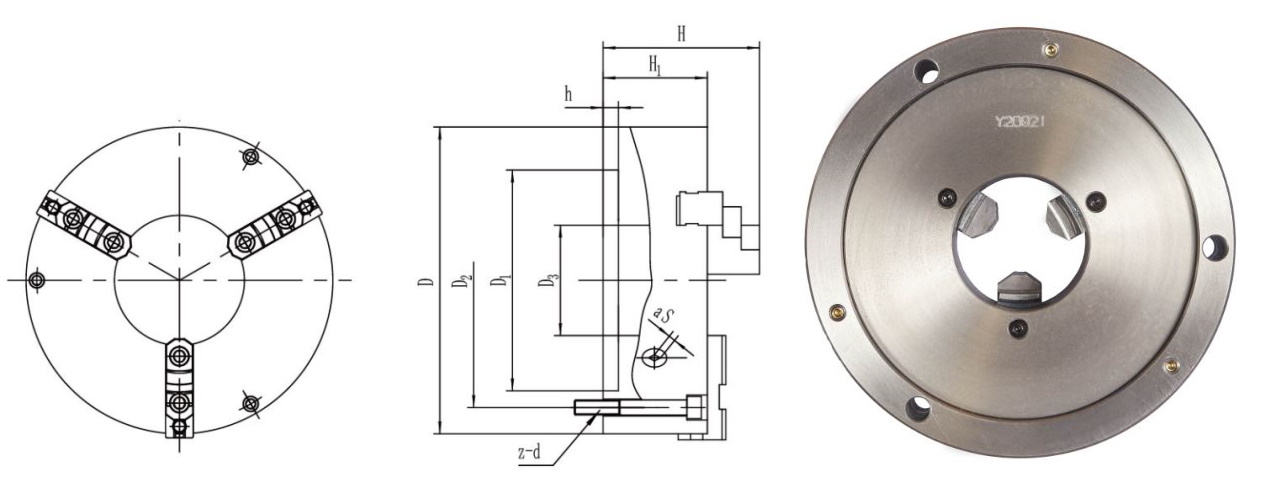
- Четырёхкулачковый патрон с независимым друг от друга движением кулачков.

Этот патрон представляет собой устройство, в котором кулачки движутся независимо друг от друга. Такие патроны обычно используются на крупных токарных станках для обработки крупногабаритных деталей.
Дело в том, что самоцентрирующиеся патроны не изготавливаются диаметром более 315 мм. Это ограничение связано с тем, что при увеличении размеров патрона возрастает погрешность зажима механизма центрирования, что затрудняет, а иногда делает невозможным точную установку зажимаемой детали.
Точность патрона
Также патроны различаются по точности изготовления. В настоящее время по точностным характеристикам они подразделяются на три группы:
* Н - Патроны нормальной точности
* П - Патроны повышенной точности
* В - Высокоточные патроны.
В данной статье мы не будем подробно рассматривать, насколько тот или иной патрон точнее в зависимости от класса, поскольку существует сложная система промеров, по которой можно определить класс точности патрона.
Однако, независимо от класса точности изготовления патрона, в процессе работы токарные кулачки подвергаются абразивному износу. Чтобы обеспечить точность работы, кулачки необходимо периодически растачивать.
Расточка кулачков: как выполнить работу правильно
Перед тем как приступить к точным операциям на токарном станке, необходимо проверить биение кулачков. Для этого нужно зажать в трёхкулачковый патрон мерный вал или твердосплавную фрезу за хвостовик. Следует учесть, что максимальное биение хвостовика фрезы не должно превышать 0,005 мм.
Используя стойку и индикаторные часы, можно измерить фактическое биение.

Если биение фрезы оказывается слишком большим для выполнения ваших задач, необходимо произвести расточку кулачков.
Важно учесть, что проверку биения следует осуществлять на тех поверхностях кулачков, которые будут использоваться для зажима в процессе работы. Например, на рисунке выше представлены прямые кулачки, которые будут задействованы в зажиме. Поэтому, если потребуется расточка, то обрабатывать следует именно эти поверхности, которые были проверены на биение и будут непосредственно участвовать в процессе зажима.
Как проверить биение на всех поверхностях кулачков
Биение кулачков — это процесс, который осуществляется на двух различных типах кулачков: прямых и обратных.
Проверка биения на прямых кулачках
Прямые кулачки способны зажимать деталь несколькими поверхностями, что позволяет более точно определить биение.

Поверхностью 1 на зажим.
И поверхностями 2 и 3 на разжим.
Чтобы проверить биение кулачков по рабочим поверхностям, нужно установить эталон на эти поверхности.
Пример установки эталона на поверхности 1.
Пример установки эталона на разжим по поверхностям.
1- место измерения биения поверхностей.
Обратные кулачки патрона работают только на сжатие, и потому в них вставляются кольца для замера биений только на зажим.
1- место измерения биения поверхностей.
Для контроля биений кулачков часто используют кольца от подшипников, которые служат шаблонами для зажима.
Расточка прямых кулачков
Основное правило, которое следует учитывать при расточке кулачков, заключается в следующем: кулачки должны растачиваться в том положении, в котором они будут зажимать деталь. То есть, если кулачки предназначены для зажима, то и растачивать их нужно в состоянии зажима.
Существует несколько способов расточки прямых кулачков по поверхности зажима:
- Расточка с использованием зажима кольца подшипника.
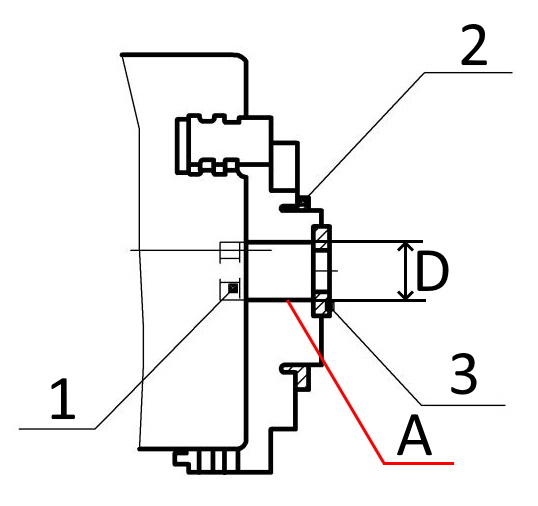
Чтобы расточить кулачки по поверхности А, необходимо, чтобы они были сжаты. Это означает, что в процессе обработки они должны сжимать какую-либо деталь или заготовку. Однако в случае с прямыми кулачками, при расточке поверхности А возникает проблема: это единственная поверхность, которая работает на сжатие.
Для решения этой задачи было предложено три решения.
Первый метод заключается в использовании прецизионного закалённого кольца, которое зажимается с левой стороны кулачков. Эта сторона обычно не участвует в зажиме заготовок, поэтому такой подход позволяет легко выполнить расточку кулачков до торца установленного кольца. При этом все поверхности трёх кулачков должны быть расточены с высокой точностью.
Второй способ предполагает создание специального элемента с помощью отрезного или канавочного резца в месте 2. Этот элемент позволяет зажимать кольцо с буртиком, что дает возможность растачивать всю поверхность А от начала до конца.
Третий метод включает выполнение выточек на торце кулачков, что позволяет зажимать прецизионное кольцо и растачивать поверхность А.
Обратите внимание!
Чтобы обеспечить надёжное удержание заготовок и повысить точность их базирования в патроне, при растачивании кулачков важно соблюдать важное условие: раздвинуть растачиваемый диаметр кулачков на величину, примерно соответствующую диаметру зажимаемой детали. Таким образом, размер D должен быть примерно равен размеру зажимаемой детали.
Расточка поверхностей прямых кулачков, работающих на разжим, осуществляется следующим образом:

На поверхность, которая не требует растачивания и работает на разжим, устанавливают прецизионное кольцо. Кольцо фиксируют на разжим, а затем растачивают нужную поверхность.
Расточка обратных кулачков
Обратные кулачки предназначены для работы на сжатие и имеют две закрепляющие поверхности, аналогичные расточкам поверхности прямых кулачков, которые, в свою очередь, работают на разжим.
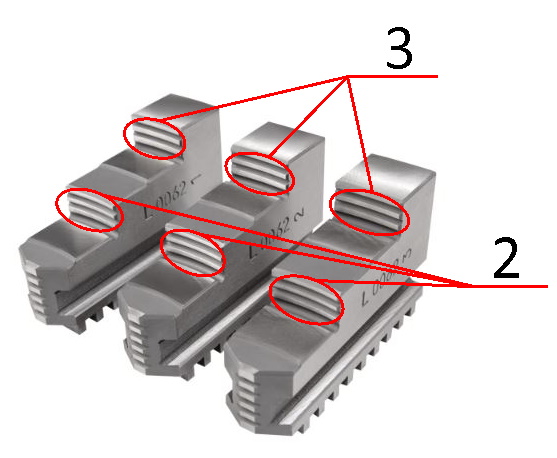
То есть, если нужно обработать поверхности кулачков 2, мы зажимаем прецизионное кольцо в комплект кулачков 3 и растачиваем поверхность 2. А если требуется обработать кулачки 3, то прецизионное кольцо зажимаем в поверхность 2 и обрабатываем кулачки 3.
Чтобы поверхность кулачков плотно прилегала к заготовке, при расточке кулачков их нужно выкручивать примерно на такой же диаметр, на который требуется раскручивать их при зажиме заготовок, под которые эти кулачки растачиваются.
Гидравлические и пневматические патроны для станков ЧПУ и автоматов.
Чтобы повысить производительность труда и минимизировать участие человека в автоматизированных процессах, были созданы различные конструкции пневматических и гидравлических патронов для станков с числовым программным управлением (ЧПУ). Но более подробно о них мы расскажем в другой статье.
Подведем итог.
Патроны с механическим зажимом подбираются к уже имеющимся станкам, и поэтому крепление патрона выбирает производитель станка. Покупатель может лишь выбрать диаметр патрона, соответствующий имеющемуся креплению. Конечно, во многих случаях существует возможность доработки крепления станка под патрон с другим типом крепления, но без серьезных технологических обоснований такие операции, как правило, не производятся.
Также между патронами с механическим креплением существуют значительные различия в способах подводов кулачков. Патроны с самоцентрирующимися кулачками обычно используются чаще, так как они существенно экономят время на зажим детали. Однако в случаях, когда заготовки имеют большие габариты или значительное биение, а также при обработке деталей большой длины (например, валов), чаще всего применяются патроны с независимым перемещением кулачков.
Токарные патроны торговой марки YTUM — это высокое качество, проверенное временем. На нашем сайте ahno-tool.ru вы можете выбрать токарный патрон с подходящими параметрами именно для вашего станка.