В данной статье мы предоставим всю необходимую информацию для подбора метчиков под ваши задачи, а также покажем, чем отличается один параметр от другого, укажем преимущества и недостатки каждого из них.
Между метчиками различных производителей существует существенная разница в производительности, области применения и требованиях к отверстиям для нарезки резьбы. Это обусловлено различными свойствами материалов, из которых изготовлены метчики, а также особенностями их конструкции.
Стандарт изготовления метчиков.
В настоящее время метчики изготавливаются согласно трём основным стандартам:
Метчики, изготовленные по этим стандартам, отличаются друг от друга в основном общей длиной, которая, в свою очередь, меняется за счёт длины хвостовика.

Назначение метчиков по виду отверстия.
Отверстия под метчики могут быть двух видов.
- Сквозные отверстия.
- Глухие отверстия.
Соответственно и метчики выпускаются в двух разновидностях по этому параметру.
Метчики на нарезки резьбы в сквозных отверстиях (метчики с прямыми канавками и подточкой)

Данные метчики отличаются наличием подточки на их поверхности, которая позволяет выталкивать стружку в сторону заготовки. Это предотвращает трение стружки о поверхность метчика, что повышает его стойкость. Кроме того, быстрое и беспрепятственное удаление стружки из зоны резания обеспечивает большую стабильность при нарезании резьбы.
Метчики для нарезки резьбы в глухих отверстиях (метчики с винтовой канавкой)

У данных метчиков стружечные канавки выполнены в винтовой форме, что позволяет выводить стружку при нарезании резьбы в сторону шпинделя. Эта функция особенно важна при нарезании резьбы в глухих отверстиях. Без винтовых стружечных канавок удаление стружки в процессе нарезания будет затруднено, что может привести к повторному попаданию срезанной стружки в зону резания, что, в свою очередь, может вызвать поломку метчика или его преждевременный износ.
Однако использование этих метчиков для нарезания резьбы в сквозных отверстиях нецелесообразно, поскольку они обладают меньшей стойкостью по сравнению с метчиками, предназначенными специально для сквозных отверстий.
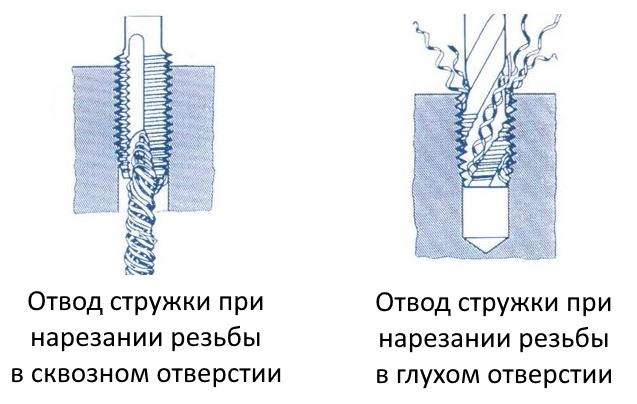
Отвод стружки в направлении резания предпочтительнее (если такая возможность имеется), поскольку он обеспечивает её удаление с минимальной деформацией. Это снижает нагрузки на режущие зубья метчика и, соответственно, увеличивает его стойкость. При этом стоимость метчика с прямой канавкой и подточкой (для сквозных отверстий) ниже, чем метчика с винтовой канавкой, поскольку производство последних более сложное и трудоёмкое. Однако метчики с винтовой канавкой хорошо подходят для нарезания резьбы в глухих отверстиях. Угол подъёма стружечной канавки при этом зависит от обрабатываемого материала. Обычно для нарезания резьбы в сталях и нержавеющих сталях угол подъёма канавки варьируется от 35 до 40 градусов.
По типу обработки метчики бывают:
Ручные метчики
Данные метчики практически никогда не используются по одному, а применяются только комплектно (по 2–3 штуки в комплекте). Работа с этими метчиками производится вручную, что позволяет избежать чрезмерных усилий при нарезании резьбы. В случае, если стружка повторно попадает в зону резания, её можно извлечь, выкрутив метчик. Однако ручной способ нарезания резьбы является малопроизводительным.
Эти метчики в основном применяются для нарезания резьбы с помощью станков или резьбонарезных устройств. В ручной работе они используются редко, преимущественно для калибровки резьбы. Иногда машинно-ручными метчиками нарезают резьбу вручную в мягких материалах или в случаях, когда не требуется высокая точность и качество резьбы.
Машинные метчики
Машинные метчики применяются исключительно на станках с хорошей оснасткой и системой охлаждения (СОЖ) для нарезания резьбы. Эти метчики являются наиболее производительными и высокоточными из всех типов, соответственно, они самые дорогие. Это связано с тем, что они изготавливаются из высококачественных материалов и проходят более точные операции отделки, такие как покрытие и шлифование. Часто машинные метчики производятся с использованием порошковой металлургии, что значительно повышает их стойкость и стоимость.
Метчики по направлению резьбы
Левые метчики
В некоторых механизмах для предотвращения откручивания гаек или других ответных деталей на деталях нарезают резьбу с левым направлением. Такие резьбовые соединения откручиваются в обратном направлении, что часто помогает в случаях, когда вибрации и усилия, действующие на резьбовое соединение, направлены вправо — то есть по направлению витков стандартной резьбы. Метчики для нарезания таких резьб обозначаются буквами «LH». Например, метчик М16×1,5LH — последние две буквы «LH» означают, что метчик нарезает стандартную метрическую резьбу с левым направлением.

Правые метчики
Во всех остальных случаях применяются правые метчики. Резьбы с витками правого направления откручиваются по часовой стрелке. Это стандартное направление резьбы, и метчики с таким направлением изготавливаются по умолчанию. То есть, если в маркировке метчика отсутствуют буквы «LH», то данный метчик нарезает резьбу с правым направлением.

Виды метчиков
Метчики безстружечные (раскатники)
Данные метчики не нарезают резьбу в отверстии, а формируют её путем пластической деформации материала заготовки, что повышает прочность резьбы за счёт упрочнения поверхностного слоя профиля.

Этот тип метчиков не имеет стружечной канавки, поскольку при их работе стружка не образуется. Такие метчики обычно применяются на оборудовании с числовым программным управлением (ЧПУ) либо на специализированных станках.
Гаечные метчики

Данные метчики используются для нарезания резьбы в гайках. Их легко отличить от обычных метчиков по длинному хвостовику и большой заходной части. Такая конструкция позволяет максимально автоматизировать процесс нарезания резьбы в гайках, что особенно важно при массовом производстве.
Шахматные метчики

Метчики с шахматным расположением зубьев обычно используются для нарезания резьбы в труднообрабатываемых материалах, таких как нержавеющая сталь, титан и другие. Принцип работы таких метчиков заключается в том, что профиль резьбы формируется с двух сторон.
В стандартных метчиках профиль резьбы нарезается зубьями последовательно: сначала первый зуб нарезает канавку глубиной примерно 0,2 мм, затем следующий зуб углубляет её до 0,35 мм и так далее. В метчиках с шахматным расположением зубьев профиль резьбы формируется в два этапа. Сначала один зуб режет одну половину профиля на глубину около 0,25 мм, затем следующий зуб обрабатывает вторую половину профиля на такую же глубину. Далее третий зуб снова углубляет первую половину профиля, а четвёртый — вторую. Таким образом снижаются силы резания, воздействующие на каждый отдельный зуб метчика.
Метчики с шахматным расположением зубьев могут изготавливаться как с прямой канавкой и подточкой, так и с винтовой канавкой, в зависимости от типа отверстия, в котором необходимо нарезать резьбу (сквозное или глухое).
Профиль нарезания резьбы
Также метчики классифицируются по профилю нарезаемой резьбы. В зависимости от типа резьбы метчики делятся на следующие виды:
- Метрические
- Трубные
- Конические
- Трапецеидальные
- Метчики для упорной резьбы
- Метчики для прямоугольной резьбы
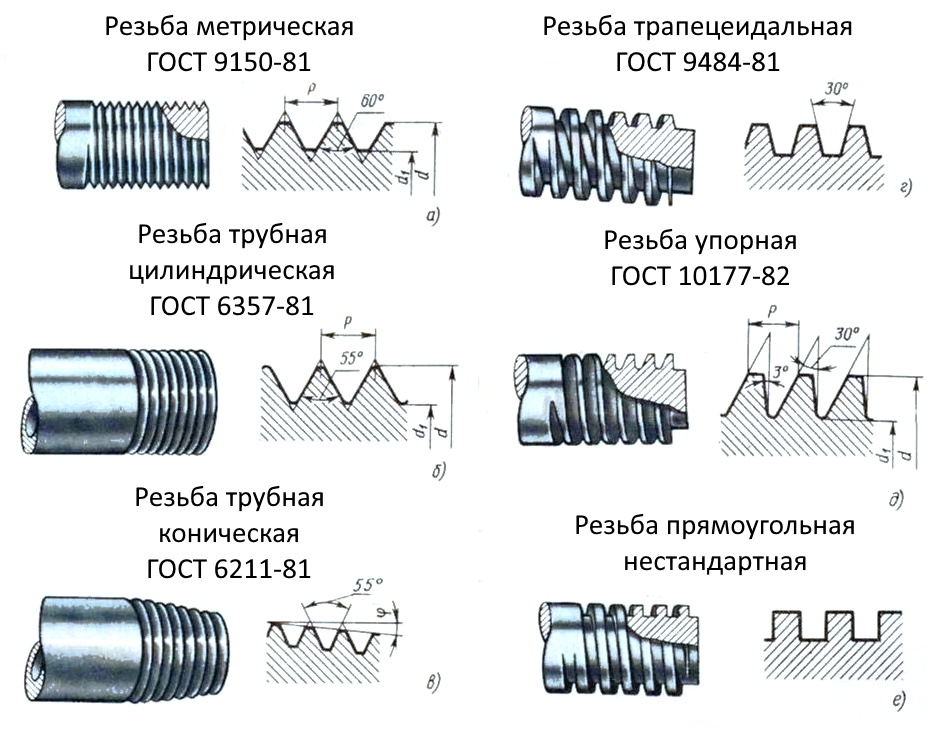
Как видно на рисунке, все эти виды метчиков отличаются друг от друга профилем нарезаемой резьбы, а значит, профиль зубьев у них также различен. Кроме того, трубные резьбы измеряются в дюймах, тогда как остальные — в миллиметрах.
Метрическая резьба
Это самый распространённый вид резьбы, используемый в 80–90% резьбовых соединений в странах с метрической системой измерений. Она подходит в случаях, когда не требуются специальные свойства резьбы и она не испытывает больших нагрузок. Данная резьба имеет профиль с углом 60° и равномерный профиль. Её геометрические размеры регламентируются ГОСТ 9150.
Трубная резьба
Размеры данной резьбы выражаются в дюймах, а профиль имеет угол 55°. Такие резьбы обычно применяются на трубах и других соединениях, где важна герметичность соединения.
Коническая резьба
Эта резьба нарезается на конической поверхности и, соответственно, имеет переменный наружный диаметр витков. Конические резьбы применяются в трубопроводах и других соединениях, работающих под высоким давлением. Все геометрические размеры таких резьб регламентируются ГОСТ 6211.
Трапецеидальная резьба
Данная резьба имеет профиль с углом 30° и достаточно широкую плоскую вершину винтов. Это обеспечивает высокую износостойкость при частом закручивании и откручивании. Такая особенность часто используется в подвижных соединениях станков и других механизмов с винтовыми соединениями «винт-гайка». Размеры этой резьбы регламентируются ГОСТ 9484.
Упорная резьба
Этот тип резьбы применяется в соединениях, испытывающих большие осевые нагрузки во время работы. Профиль резьбы неравномерный: с одной стороны угол составляет 3°, с другой — 30°. Упорная резьба используется в подъёмных механизмах. Размеры данного типа резьб регламентируются ГОСТ 10177.
Прямоугольная резьба
Эта резьба применяется в механизмах, передающих движение под осевой нагрузкой. Такие резьбы часто используются на ходовых винтах токарных станков, домкратах и других механизмах. Профиль прямоугольной резьбы не регламентирован, так как относится к категории специальных.
Кроме того, машиностроительные предприятия России выпускают и другие специальные резьбы, которые в данной статье не рассматриваются, поскольку они весьма редки и встречаются лишь на отдельных предприятиях.
Класс точности и квалитеты резьб
Кроме различных типов резьб, которые различаются по профилю, существуют также классы точности и квалитеты резьб. Резьбы с одинаковым профилем могут изготавливаться с разными классами точности и допусками.
Квалитет, по которому изготавливается конкретная резьба, обозначается буквой и цифрой.
Например: резьба М6×1 H6.
Где:
- М6 — метрическая резьба диаметром 6 мм;
- ×1 — шаг резьбы 1 мм;
- Н6 — класс точности (квалитет) выполненной резьбы.
Зависимость точности резьбы от буквенного и цифрового обозначения квалитета.
Рассмотрим несколько примеров различных квалитетов точности резьбы.
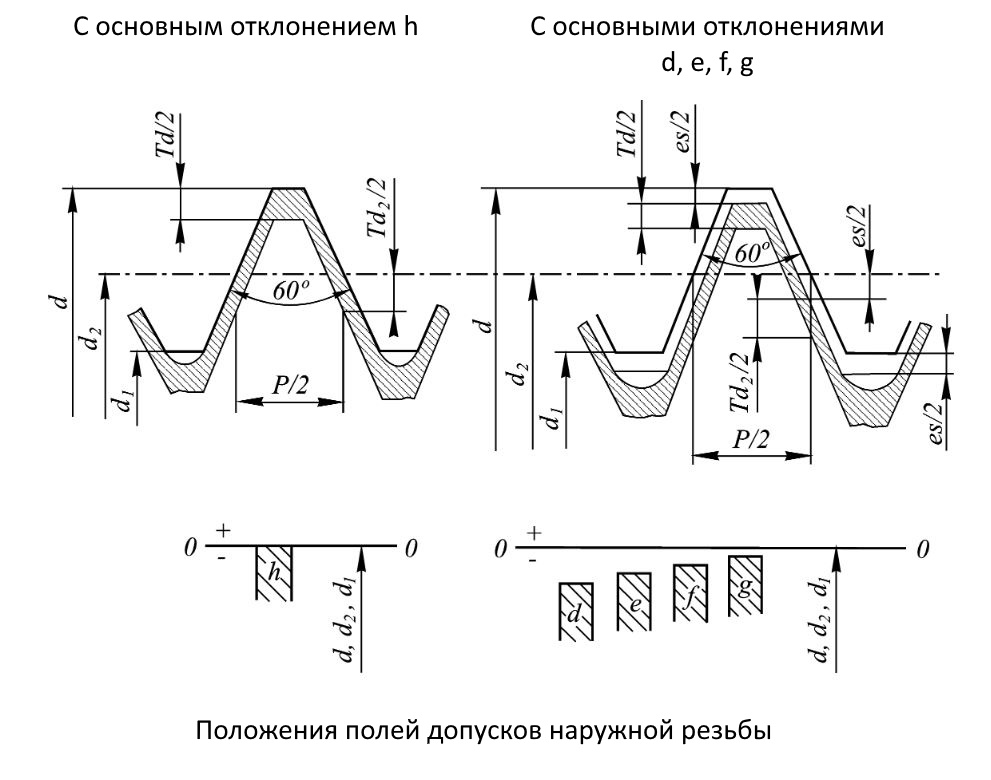
Обратите внимание на рисунок выше. В верхней части изображён профиль метрической резьбы с размерами d, d₁ и d₂, где:
- d — наружный диаметр резьбы;
- d₁ — диаметр впадины резьбы;
- d₂ — средний диаметр резьбы.
В нижней части рисунка показана нулевая линия, обозначающая максимально возможный размер отверстия под резьбу. Заштрихованные прямоугольники показывают максимальные и минимальные размеры наружного диаметра, среднего диаметра и впадины резьбы, а также их допуски и отклонения.
Таким образом, резьба, выполненная по квалитету g, должна быть немного меньше максимально возможного диаметра резьбы, при этом поле её отклонений смещено в сторону уменьшения диаметра в нижней части вала.
Отклонения по допуску h начинаются от нулевой линии и направлены в отрицательную сторону. Например, диаметр резьбы М20h6 может находиться в диапазоне от 20,0 мм до 19,8 мм.
Если указан допуск g, то наружный диаметр резьбы М20 должен быть в диапазоне 19,95–19,83 мм.
Размер этого диапазона зависит не только от буквенного обозначения квалитета, но и от числового значения. Чем меньше значение цифры, тем уже допуск и тем выше точность резьбы.
В большинстве случаев метчики изготавливаются для резьбы с классом точности h6. Если на метчике не указан класс точности, подразумевается, что он предназначен для нарезания резьбы с точностью h6. Если метчик изготовлен для резьбы с другим квалитетом точности, это указывается в его обозначении.
Материал изготовления метчиков
Материал, из которого изготовлены метчики, является одним из главных факторов, определяющих их режущие свойства. Поскольку существует большое разнообразие материалов, мы не будем описывать их все, а рассмотрим наиболее распространённые, представленные на сегодняшний день на российском рынке.
Сплав 4241 — самый дешёвый среди быстрорежущих сталей. Однако его механические и режущие свойства оставляют желать лучшего из-за низкого содержания легирующих элементов (до 2% вольфрама и 1% молибдена). Часто при проверке фактическое содержание легирующих элементов оказывается ещё ниже. Метчики из этого сплава допустимо применять для нарезания резьбы в пластмассе и цветных металлах. Некоторые используют их для нарезки резьбы в углеродистой стали без термообработки, но при работе со сталями стойкость таких метчиков очень низкая.
Сплав 4341 содержит больше легирующих элементов и, согласно китайским стандартам, предназначен для работы с углеродистыми и низколегированными сталями. Некоторые китайские производители маркируют эту сталь как HSS (быстрорежущая сталь). По своим характеристикам она уступает российской быстрорежущей стали Р6М5, однако при ручной нарезке резьбы эта разница практически незаметна.
Быстрорежущая сталь Р6М5 (аналог М2) также часто обозначается как HSS. Метчики из этой стали применяются для нарезания резьбы в углеродистой и низколегированной стали, а также в чугуне. На более твёрдых материалах данный материал проявляет недостаточную износостойкость. Кроме того, метчики из Р6М5 используют для работы с цветными металлами. Этот материал обладает оптимальным соотношением цена — качество, что объясняет его популярность в металлообработке уже более 100 лет.
Быстрорежущая сталь Р6М5К5 (HSSE), известная также как HSSCo М35, отличается содержанием 5% кобальта в сплаве. Она предназначена для нарезания резьбы в высоколегированных и нержавеющих сталях. Метчики из этого сплава применяются также для работы с термоулучшенными высокоуглеродистыми сталями и твёрдыми чугунами.
Р6М5К8 (HSS-Co8) — быстрорежущая сталь, используемая для нарезания резьбы в труднообрабатываемых материалах, таких как титановые сплавы, жаропрочные сплавы и труднообрабатываемые нержавеющие стали. Высокая прочность и износостойкость позволяют применять её также для нарезания резьбы в различных композиционных материалах. Для легкообрабатываемых материалов, таких как цветные металлы и углеродистые стали, этот сплав не используется из-за высокой стоимости.
Для увеличения скорости нарезки резьбы на станках с ЧПУ многие компании, специализирующиеся на производстве инструментов премиум-класса, используют быстрорежущие стали, полученные методом порошковой металлургии. Основная особенность таких заготовок — мелкозернистая структура (чем мельче зерно порошка, тем выше стойкость инструмента). Инструмент, изготовленный из порошковой металлургии, значительно дороже инструмента из обычного прутка быстрорежущей стали, но затраты оправдываются при производстве больших партий деталей.
В международной системе обозначений быстрорежущие стали, изготовленные с помощью порошковой металлургии, обозначаются буквами PM после указания типа или химического состава стали.
Например, быстрорежущая сталь HSS-PM — это быстрорежущая сталь HSS, изготовленная с использованием порошковой металлургии.
Метчики из данного материала применяются для нарезания резьбы в чугуне и углеродистых сталях на станках с ЧПУ при высоких скоростях обработки.
Быстрорежущая сталь, полученная методом порошковой металлургии, HSSE-PM используется для нарезания резьбы в заготовках из высоколегированной стали, нержавеющей стали, термоулучшенных углеродистых сталей и твёрдых чугунов.
Смазка и охлаждение в процессе нарезания резьбы
В процессе резьбонарезания значительное влияние оказывает наличие или отсутствие смазочно-охлаждающей жидкости (СОЖ) и её свойства. В отличие от точения и фрезеровки, при резьбонарезании более важна смазывающая способность жидкости, чем её охлаждающая функция. Именно поэтому для резьбонарезания предпочтительно использовать специализированные масла и пасты. Необходимая смазочно-охлаждающая жидкость выбирается исходя из рекомендаций производителя СОЖ. Кроме того, с целью обеспечения обильной смазки при нарезании резьбы, некоторые метчики премиального качества оснащены возможностью внутренней подачи СОЖ, что значительно увеличивает их стойкость.
Покрытие метчиков
Покрытие и наружная отделка метчиков также имеют очень важное значение и существенно влияют на их эксплуатационные свойства. Качественно подобранное покрытие способно увеличить стойкость метчика в несколько раз. Именно поэтому на метчики часто наносят защитные покрытия.
Рассмотрим некоторые из них.
TiC - карбид титана (светло-серый цвет)
Данное покрытие представляет собой соединение титана и углерода и обладает следующими свойствами:
- стойкость к кислотным и щелочным средам;
- повышение прочности поверхности;
- высокая теплопроводность;
- жаропрочность;
- высокая коррозионная стойкость.
Эти свойства делают покрытие TiC подходящим для нанесения на отдельные поверхности технологической оснастки, а также на детали, работающие в агрессивных кислотных или щелочных средах. В некоторых случаях оно подходит для инструмента, обрабатывающего цветные металлы. Кроме того, покрытие широко применяется на деталях электронной промышленности.
TiN - нитрид титана (золотистый цвет)
Данное покрытие широко используется в следующих областях:
- покрытие режущего инструмента;
- декоративные покрытия;
- покрытия подшипников и других деталей машин.
Режущий инструмент покрывают TiN прежде всего из-за его низкого коэффициента трения. Это снижает усилия резания и выделяемое тепло в результате трения срезаемого слоя о поверхность инструмента. Кроме того, покрытие обладает хорошей жаростойкостью, что защищает инструмент от чрезмерного нагрева. Особенно важно, что при этом уменьшается трение благодаря низкому коэффициенту трения покрытия.
TiAlN - нитрид титана, легированный алюминием (серо-фиолетовый цвет)
Это покрытие широко применяется для инструмента из быстрорежущей стали, твёрдого сплава и кермета. Температура красностойкости покрытия достигает 800 °C, что позволяет использовать его для высокоскоростной обработки сталей (сверление, точение).
TiCN - карбонитрид титана (серо-голубой цвет)
Данное покрытие также широко применяется для инструмента из быстрорежущей стали, твёрдого сплава и кермета. Температура красностойкости составляет около 450 °C. При этом покрытие устойчиво к нагрузкам и ударным воздействиям, поэтому его наносят на инструменты, предназначенные для обработки таких материалов, как инконель и высоколегированные стали.
Геометрия инструмента
Геометрия инструмента также оказывает определённое влияние на его работоспособность. Она должна обеспечивать эффективное резание металла, плавный сход и дробление стружки. Кроме того, геометрия инструмента должна снижать трение и способствовать распределению тепловой энергии с режущих кромок метчика в тело инструмента.
Однако в случае с метчиками возможности изменения геометрии существенно ограничены, поскольку профиль режущей кромки должен полностью повторять профиль нарезаемой резьбы. Регулировать можно только угол подъёма стружечной канавки. Оптимальный угол подъёма зависит от свойств обрабатываемого материала и скорости резания. Поскольку обрабатываемые материалы сгруппированы и их свойства известны, а скорость нарезания резьбы ограничена красностойкостью материала метчика и характеристиками покрытия, угол наклона стружечной канавки у всех производителей совпадает в пределах 3–5°.
Поскольку у покупателя нет возможности изменять угол наклона стружечной канавки, мы рекомендуем не придавать этому параметру особого значения и выбирать метчики исходя из материала изготовления и типа нанесённого покрытия.
Подведем итог.
Для выбора метчика, подходящего для вашего производства, необходимо учитывать следующие параметры:
- назначение метчика;
- материал изготовления;
- покрытие;
- квалитет резьбы.
В качестве дополнительных факторов, не зависящих от самого метчика, очень важно правильно подобрать режимы резания и смазку для оптимального нарезания резьбы.
Во избежание брака в производстве рекомендуется проверять выполненную резьбу с помощью резьбовой пробки. Обычно проверке подвергается первое отверстие после замены метчика, затем — каждое десятое нарезанное отверстие или, если отверстий в детали много, каждое последнее отверстие детали.
Предлагаем вашему вниманию широкий ассортимент метчиков ТМ ТОЧИНТЕХ — сочетание высокого качества и доступных цен, которое приятно удивит вас. Подробную информацию об ассортименте и актуальных ценах вы найдете на нашем сайте ahno-tool.ru.